

醇酸树脂生产废水如何处理
标签:化工废水处理
醇酸树脂生产废水因其高温酯化、溶剂稀释和批次清洗等工艺特点,呈现出高浓度、高毒性、强酸性和难降解的污染特征。
醇酸树脂生产废水中含有大量未反应的多元醇、多元酸、酯类中间体、残留催化剂及苯类、酮类等有机溶剂,导致COD浓度高,部分工段废水COD可达数万mg/L,且呈强酸性,对常规微生物具有强烈抑制作用,可生化性差。此外,生产过程中广泛使用的甲苯、二甲苯、醋酸丁酯等溶剂随清洗水排出,使废水具有较强挥发性和毒性,易产生异味,影响操作环境。由于生产多为批次作业,排水集中在反应结束后的清洗阶段,短时间内水量和污染物浓度急剧上升,形成明显的冲击负荷,对处理系统的稳定运行构成挑战。废水中还含有乳化态树脂和胶体物质,常规沉淀难以有效去除,易造成后续系统堵塞或效率下降。
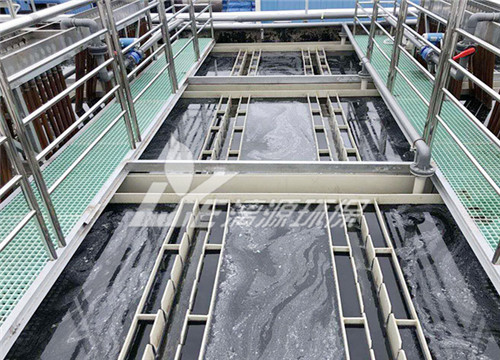
在醇酸树脂生产废水处理工艺中通常采用多级协同的处理流程以实现稳定达标。首先通过格栅拦截生产残渣、包装碎屑等大颗粒杂质,防止后续管道和泵体堵塞,并进入调节池进行水质水量的充分均衡,缓解间歇排放带来的冲击负荷。在醇酸树脂生产废水处理中预处理阶段普遍采用混凝气浮或混凝沉淀技术,通过投加PAC、PAM等药剂破坏废水中稳定的乳化体系,有效去除悬浮物、乳化油及部分胶体物质,显著降低浊度、色度和初始COD,为后续生化处理创造有利条件。对于含有难降解有机物或高色度的废水,常引入深度氧化技术如芬顿氧化或臭氧催化氧化进行强化处理,通过强氧化作用破坏复杂分子结构,提升废水可生化性,同时实现深度脱色。
完成预处理后,废水进入核心生化处理环节,普遍采用“厌氧+好氧”联合工艺。厌氧段如UASB或IC反应器适用于高浓度有机废水,能在降解COD的同时产生沼气,实现能源回收,降低运行能耗。该工艺对水质波动适应性强,适合醇酸树脂生产周期性排放的特点。好氧段则选用SBR、接触氧化或MBR等工艺,进一步降解残余有机物并完成脱氮过程。SBR工艺运行灵活,可适应水质波动;MBR出水水质优良,可直接用于厂区回用,但需注意膜污染风险。对于执行严苛排放标准或需中水回用的企业,可在生化出水后增设活性炭吸附或超滤等深度处理单元,进一步提升出水品质。
广州漓源环保技术有限公司专注于化工行业废水治理19年,深刻理解醇酸树脂生产的工艺特点与排水特性,具备丰富的工程经验和技术实力,能够为不同规模的企业提供高稳定、定制化的解决方案,助力实现绿色生产与可持续发展。如果您也有醇酸树脂生产废水处理的需求,欢迎咨询漓源环保工程师。漓源环保工程师联系电话:辛工:13580340580 张工:13600466042